
")
")
一、陕西佳昊机械制造有限公司简介
陕西佳昊机械制造有限公司成立于2004年3月,公司位于中国十三朝故都--西安市,在册员工62人,是从事蒸压加气混凝土、蒸压标砖生产线工艺设计、设备制造、安装及建厂交钥匙工程可以全面服务的专业公司。
公司拥有国内一流的生产线工艺和设备研究设计专家团队,具有机械、电器控制、液压系统的自主知识产权。拥有机械加工、铆工、焊工等工种组成的作风过硬、技术高超的技术工人队伍。公司现有生产厂房5000多平方米,拥有大型折弯机、剪板机、卷板机、埋弧焊机、焊接机器人、数控切割机、数控车床、龙门铣床等现代化设备,具备先进的加工能力。
公司自2004年研发制造加气混凝土成套设备以来,经过不断创新,已为国内外二百多家客户提供了年产10~100万立方米生产线设计和设备制造。公司自主研发的新一代地面翻转切割机及其生产工艺是世界首创,解决了地面翻转切割机工艺中桥式起重机需横跨切割机,生产效率低的弊端,同时解决了机械自动去底皮的难题;而分步式切割机在垂直切割上采用了德国的先进技术,达到国内先进水平;其中置换小车采用自带升降装置,解决了坯体置换时坯体不稳的弊端,是国内首创,并取得了国家专利。4.2米、4.8米、6.0米系列的切割机组已成为技术先进、质量可靠的品牌产品。公司在为用户服务的过程中积累了丰富的经验,公司始终致力于提高加气混凝土设备的技术水准和生产效率,有多项新成果是公司所独有的,这将确保用户从这些革新技术中获益。
公司不仅有自己的设计人员,设备的制造工厂,还有属于自己的加气混凝土工厂,可为您提供生产技术人员培训,原材料的化验及工艺配方的确认。尤其是工艺设计人员有丰富的设计经验,可根据当地的环境及用户的投资状况及要求,为其提供适宜的工艺装备,以适应当地的经济发展,从而降低投资成本及生产成本,为企业创造效益。本公司专业人员齐全,从土建工程到最后的试生产均作到全程跟踪服务,确保您的生产线顺利投产。
公司坚持厚于德、诚于信、敏于行的企业精神,坚持团结合作、求实创新、质量第一、服务周到的经营理念,竭诚为您提供放心的新型建材生产线交钥匙工程。
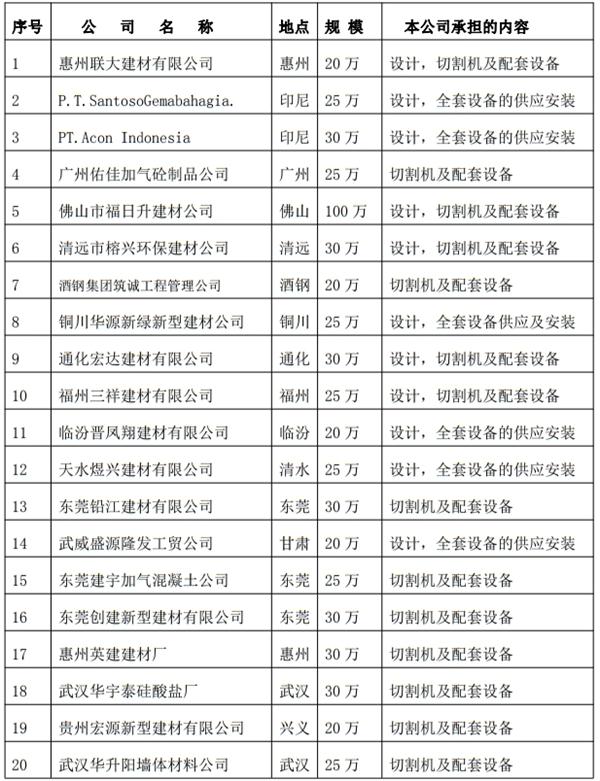
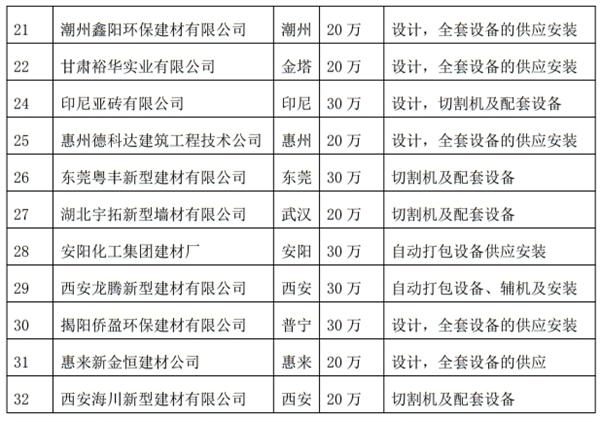
二、佳昊公司近年主要客户
三、设计概述
1.技术指标
")
2.厂址选择
略......
3.建厂指导思想
选用成熟的技术和装备。考虑技术的先进性、机械化、自动化,以保证产品质量的稳定性与可靠性,适应经济发展区中型企业的环境。力求节约投资资金,缩短建设周期,争取早日建成投产。
4.建厂方案
A.工厂总占地面积10800平方米。
B.设原材料堆场,成品堆场。生产过程设原材料处理工段,配料浇注工段,静停切割工段,蒸压养护及成品工段。
C.厂区内设维修间、化验室、仓库、办公及员工宿舍食堂等附属设施。
D.从土建动工开始,建设周期八个有效月。
5.主要原材料
A.块状生石灰:汽车运输入堆场;技术要求:有效氧化钙含量大于75%,消解时间8-15分钟,消解温度大于65度,过烧石灰含量小于8%,粉灰含量小于10%,氧化镁含量小于5%。
B.石膏:外购,汽车运至堆场;技术要求如下:三氧化硫含量大于35%。
C.铝浆:汽车运输入厂,固体分含量大于65%,活性铝含量大于90%。
D.水泥:32.5R散装水泥。
E.尾矿粉(粉煤灰):二氧化硅+三氧化铝含量大于75%,不含杂物。烧失量小于8%。
6.生产规模
按年产10万立方米蒸压加气混凝土砌块20万立方米加气混凝土墙板设计。
7.产品方案
适用于一切非承重墙砌体隔热与保温。
8.产品品种
砌块:长度:600mm,高度:200、240、250、300mm
宽度:75、100、125、150、175、200、250mm
60、120、180、240mm
板材:宽度:600mm,厚度80—200mm,长度1000-6000m。
9.产品质量
砌块:容重级别:500,600,700Kg/m3(即05、06、07级)
抗压强度等级:3.5、5.0、7.5Mpa(即35、50、75级)
干燥收缩值:≤0.8mm/m
导热系数:0.11-0.22KCal/m.h.℃
隔音性能:30-50dB
按中华人民共和国国家标准GB11968-2006《蒸压加气混凝土砌块》。
板材:容重级别:600,700Kg/m3(即06、07级)
抗压强度等级:5.0、7.5Mpa
干燥收缩值:≤0.8mm/m
导热系数:0.11-0.22Kcal/m.h.℃
隔音性能:30-50dB
符合中华人民共和国国家标准GBT15762-2008《蒸压加气混凝土板》。JGJ/T 17-2008《蒸压加气混凝土建筑应用技术规程》。
10.砌块主要工艺参数
A.按600千克/立方米计
B.年产量100000立方米
C.设计配合比:水泥:生石灰:尾矿粉:石膏=6% :16% : 75% :3%
铝粉膏 600克/立方米 水料比 0.56
D.每模制品按6×1.2×0.6=4.32立方米计
E.搅拌周期 3.5-4分钟
F.浇注料浆温度 42-45℃
G.坯体静停 静停时间2.5-3小时,坯体最高温度82-85℃
静停后坯体强度0.20-0.25Mpa
H.蒸压养护制度
进出釜0.2小时;排气0.5小时;升压1.5小时;恒压6小时(1.3Mpa);
降压1.3小时。 合计:9.5小时。
11.板材主要工艺参数
A.按700千克/立方米计
B.年产量200000立方米
C.设计配合比
水泥:生石灰:尾矿粉:石膏=10% :18% : :70%:2%
铝粉膏 600克/立方米 水料比 0.56
D.搅拌周期 3.5-4分钟
E.浇注料浆温度 42-45℃
F.坯体静停 静停时间2.5-3小时,坯体最高温度82-85℃,静停后坯体强度0.20-0.25Mpa
G.蒸压养护制度
进出釜0.2小时;排气0.5小时;升压2小时;恒压7.5小时(1.3Mpa);降压1.5小时。 合计:11.7小时。
12.生产工艺描述
A.原材料处理。
a.水泥采用散装水泥,通过散装水泥车,气力输送至配料楼水泥贮仓。
b.石灰通过颚式破碎机破碎后,由提升机提升至贮料仓,由电子皮带称计量给料,进入磨机球磨,磨细的石灰由提升机提升到配料楼石灰贮仓备用。
c.尾矿粉及石膏:尾矿粉细度0.08mm方孔筛筛余小于25%,石膏采用电厂的脱硫石膏。由装载机分别铲入料斗,通过计量进入制浆池,制浆池加水(或废浆)搅拌,达到一定的浓度后备用。
B.配料浇注:以上物料备好后,电脑各自计量,由搅拌机搅拌,尔后加入计量好的铝粉,搅拌40秒后,浇注入模。
C.切割:浇注发泡后,坯体静停到一定的硬度,即进行切割,通过翻转吊具,把坯体翻转90度,首先进行水平切割,再完成竖向切割。
D.蒸压养护:编组达到15模后,即可进入蒸压釜进行蒸压养护。
E.成品处理:蒸养好的制品通过子母摆渡车及牵引机出釜,摆渡至回车线,然后通过分离机对制品进行分离,再由液压夹具吊至包装工位,砌块通过旋转夹具、链条输送机等设备进行码垛包装,最后由叉车输送至货场分类堆放。
F.钢筋网片的组装:生产板材需在配料浇注入模后,通过起重机把组装好的钢筋网片放入模内(钢筋网片由钢钎固定在网片架上),待静停坯体达到一定强度后,再由起重机把网片固定架连同钢钎拔出来(钢筋网片留在坯体中),然后再进行切割。
13、主要设备介绍
A.JQF6.0米分步式切割机说明:此设备是由陕西佳昊机械制造有限公司生产的第五代产品,工作原理及主要参数如下:工作原理:翻转吊具把模具及坯体空中翻转90度以后,脱模,把坯体连同模具侧板放置在切割机托坯车上,托坯车及坯体沿轨道行走,通过固定的切割机铣槽装置完成面包头、底面的切割,同时完成板材的铣槽,固定的水平车完成坯体的纵向切割;尔后托坯车及坯体行走至切割机横切机暂停位置,横切架自上而下垂直降落切割,直至上升复位,完成坯体的横向切割。技术参数:切割后坯体尺寸:长×宽×高=6000×1200×600mm。切割模数:纵向:10mm进位;横向:10mm进位切割精度:长:±2mm;宽:±1mm;高:±1mm。生产周期:≤4分钟/模。设备重量:∽28吨。装机容量:32Kw。主要优点:
①.机型结构精简实用,便于安装维修。
②.坯体翻转脱模,纵向切割,横向切割分别在不同工位完成,流水作业,生产效率高。
③.坯体从翻转脱模,到纵向切割、横向切割,坯体没有离开侧板,不受模具及侧板的变形影响,坯体在此过程中不会断裂。
④.双小车置换装置,齿条传动,小车自带升降装置,坯体运行及小车置换时更平稳,水平切割尺寸更准确。
⑤.坯体在纵向切割同时完成铣槽,生产板材更具有优势;
⑥.横切架自上而下垂直切割,始终在四根导向柱的约束下行走,而且采用先进的框架式摆动,切割后的坯体尺寸更精确。且横切架配置负压吸盘,清理边皮更干净。
⑦.采用PLC控制,液晶图像显示,可进行自动和手动操作。
B.蒸压釜:此设备是一种高压容器,本项目采用Φ2.68×31.5米规格,采用双上开门,双侧双进汽方式,法兰采用16锰二级锻件,筒体采用20mm后16锰容器板。
C.浇注搅拌机:采用导流筒式高速搅拌机,转速800转/分,电机功率75KW。由上下两封头,筒体(钢板厚度12mm),电机,皮带轮及皮带,支座、下料管,DN250气动蝶阀组成。此设备是配料搅拌的关键设备,是波兰乌尼泊尔式浇注搅拌机,由本公司在此基础上改型制造。
D.分离机:采用空中掰板机,PLC控制,自动分离,采用600×400×16 mm矩管框架,22KW液压站,有油冷却系统,带储能器,压力传感器,75mm行程油缸,配耐磨专用橡胶块,可分离50mm板材,分离厚度可调。
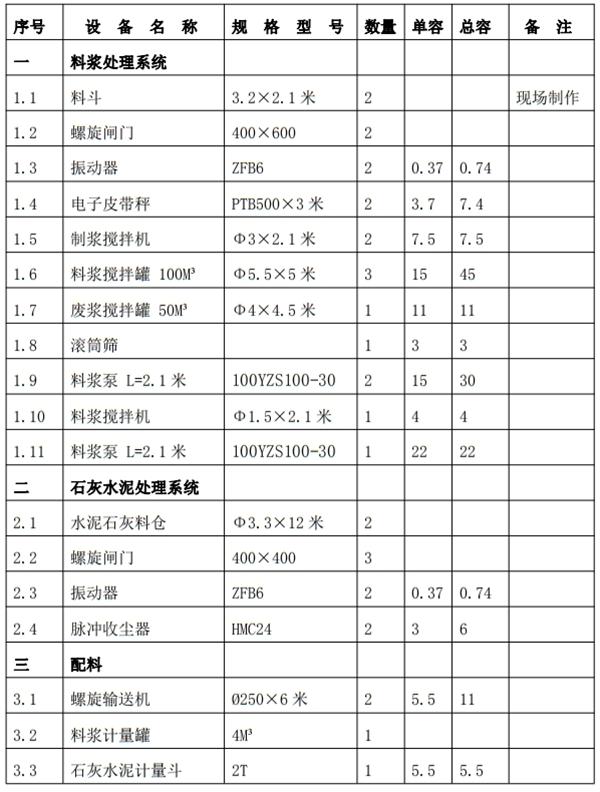
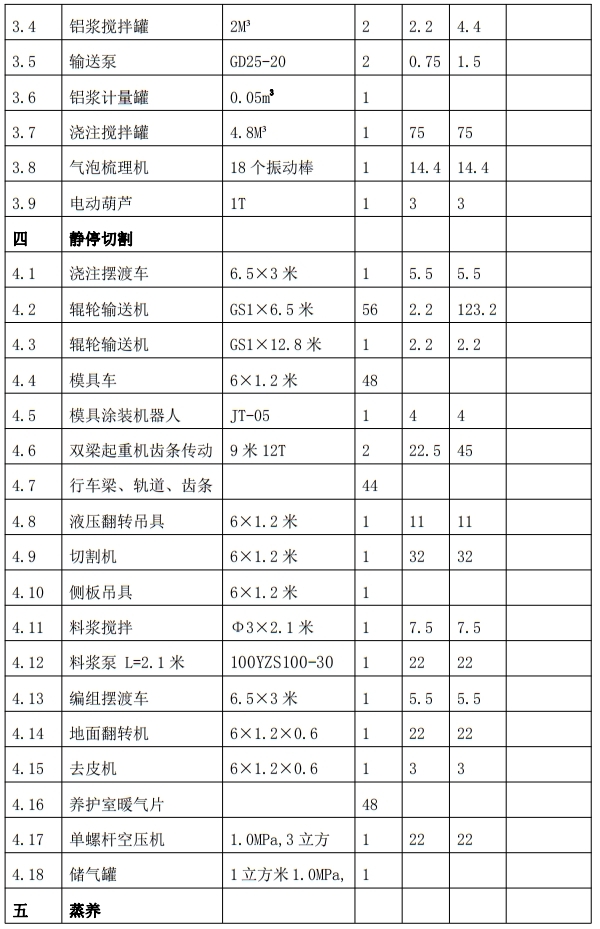
14、生产线设备明细


15.生产工艺特点
1.定点浇注:移动式浇注占地大,厂房多,而且不利于集中控制,卫生不容易清洁,生产中存在安全隐患。本工艺采用定点浇注,可以节省厂房面积,便于集中控制,热室养护,操作时安全卫生。
2.模具车行走静停采用辊轮输送机输送,自动化程度高,定位准确,耐用,维修率低。
3.机械切割:采用最先进的空翻切割机,单台机组的最大生产能力年产40万立方米,能对坯体进行六面切割,而且切割的外观尺寸达超国家标准。该切割机是本公司研发的第五代产品,它具有性能可靠、先进、操作方便、维修简单、故障率低、切割的尺寸准确及外观漂亮等优点,本机水平切割、上下切割均采用10毫米进位(也可根据客户的要求制作),可以生产各种规格的制品,采用滑道式固定的气缸涨紧钢丝,无极变速的高频框架式摆动及直线滑轨悬挂,噪音小,尺寸更精确,长宽高任何尺寸误差在±1mm以内。本切割机采用自带顶起装置的双置换小车(本公司专利产品),便于自动控制,切割时坯体不晃动,切割精度高。
4.切割前及蒸压养护前均采用预养:由于冬季环境温度低,容易导致坯体静停时间长,坯体中间硬、周边软,表面龟裂等缺陷,因此切割前采用静停室进行热室养护工艺,不仅能加快坯体的硬化,减少坯体的静停时间,提高生产效率,而且坯体发育均匀,气孔结构好,制品的强度高,抗冻性好。进蒸压釜高压蒸养前,在编组时进行坯体养护,坯体入釜后强度高,可采用快速升压而制品不会因温差、压差、水分的迁移导致制品爆裂。采用快速升压不但可节省蒸养时间,提高蒸压釜的利用率,而且材料发生化学反应时可直接生成低碱性水化硅酸钙,生产的制品强度更高,抗碳化性能更好。
5.全自动化控制。本生产线设集中总控室,大屏幕显示,全自动化控制,节省人力。
16.企业组织与定员
A.工作日制度:全年日历天数365天,全年生产日为300天,为双班班制生产。每班工作12小时,日平均产量1000m3。
B.机构设置:贯彻简而精,高效能的原则。公司设总经理、副总经理各一人。公司职能部门设立生产技术部、市场部、财务部、办公室,使企业能在完成各项生产技术经济指标情况下正常运作。
C.人员来源:管理人员和生产技术骨干,在公司内选派或聘用素质较高的人员来担任。一般的生产人员(操作工人)用招收新工人的办法解决。
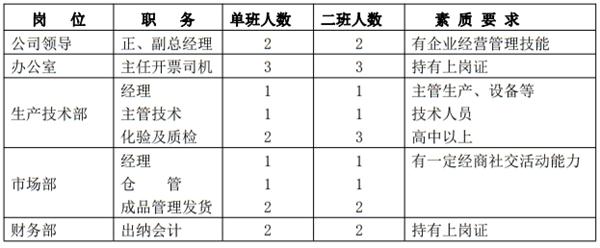
D.劳动定员:全厂定员,以年产30万立方米双班作业定编:

17.公用工程
A.给水:生产用水500立方米/天(蒸压釜冷凝水回收利用);正常生产所需水压0.2兆帕,消防时所需水压0.3兆帕。
B.动力:由WNS10-1.57燃天然气锅炉供给蒸压釜养护制品。全年生产用汽3万吨,蒸压釜用汽压力1.4兆帕,其他用汽压力0.3兆帕,蒸压釜的冷凝水排至降温池,用于生产重复利用。管道均采用保温材料,沿墙敷设。
C.电气:加气混凝土生产线用电设备安装功率1093千瓦,照明及办公等60千瓦,全车间同时使用系数0.60,自然功率因数0.85,变压器容量选用 800KVA一台。
18.环境保护与劳动安全卫生
A.主要污染源:噪音:本项目的噪音主要是机械噪声和蒸汽排放噪音。
蒸汽排放声级在90分贝左右。粉尘:主要来自废料破碎及粉状物料的输送。污水:蒸压釜冷凝水。废浆:切割机切割坯体时产生,生产冲洗水。
B.污染防止措施。噪音处理:蒸汽排放噪声安装消声器,把噪音降20—25分贝。粉尘处理:a.采用密封好的设备,管道消除粉尘的跑冒现象。b.选用布袋收尘器及脉冲收尘器,使车间的粉尘浓度小于10毫克/立方米。c.对大面积落灰地带,考虑隔离措施,或经常用水喷洒地面,减少扬尘。.污水:做污水池,由于本污水不含固体物,通过泵抽至料浆罐处,配制料浆,回收利用。废浆及废水参与配制料浆。
C.劳动安全、保护:在有噪音的操作岗位设置噪音间,并做隔音处理,不直接接触声源。职工上岗,配戴耳塞,可降噪音5—15分贝;对高温的设备、管道、阀门等进行保温,使其表面温度低于45摄氏度;高压设备均有灵敏的安全阀及压力表,可防止事故的发生;其他安全防护措施;车间均安装灭火器,并定期更换,确保安全可靠;设备的传动部分有完善的防护罩,平台及沟、坑有围护栏杆和盖板;行车下面设置警戒线,以防安全事故的发生。
19.节能、节水
A.节能措施:高温设备、管道等均采取保温措施;蒸压釜排放的蒸汽,通过分汽缸进行倒汽,可节省蒸汽40%;设计中优先采用国家推荐的高效节能设备,如低损耗电机、节能灯具,橡胶衬板等;变电室采用电容无功补偿,达到节能目的。
B.节水措施:磨机冷却水循环使用;蒸压釜的冷凝水回收利用。蒸压釜的废蒸汽进行回收利用,用来养护室的保温及锅炉软化水的加热。
20、蒸压加气混凝土砌块可变成本测算
")
21、蒸压加气混凝土板材可变成本测算
")
咨询热线:阴先生 135-0287-5269